English
English The Critical Role of Industrial Chocolate Conche Refiner Machinery in Modern Chocolate Manufacturing
Introduction to Chocolate Conching and Refining
The production of high-quality chocolate is a complex process that relies heavily on two critical stages: refining and conching. Industrial chocolate conche refiner machinery serves as the backbone of these processes, transforming coarse cocoa particles into the smooth, velvety texture consumers expect while developing the characteristic chocolate flavor profile.
Modern chocolate manufacturers face increasing pressure to improve efficiency, enhance product quality, and meet stringent food safety standards. This has led to significant advancements in conche refiner technology, making these machines more precise, energy-efficient, and adaptable than ever before. From small artisan chocolatiers to large-scale industrial producers, the proper selection and operation of conche refiner equipment can make the difference between mediocre and exceptional chocolate products.
The Science Behind Conching and Refining
The conching process, invented by Rodolphe Lindt in 1879, remains fundamentally important in chocolate production, though the technology has evolved dramatically. Industrial chocolate conche refiner machinery performs several essential functions:
- Particle size reduction: Refining reduces cocoa solids and sugar particles to 15-25 microns, crucial for smooth mouthfeel
- Flavor development: Conching removes volatile acids and undesirable flavor compounds
- Viscosity control: Proper shearing and mixing ensures optimal flow properties
- Moisture reduction: Evaporation of residual water improves shelf life
Modern conche refiners can be categorized into three main types:
| Type | Process Characteristics | Typical Duration | Best For |
|---|---|---|---|
| Long Conche | Gentle aeration, extended mixing | 24-72 hours | Premium dark chocolate |
| Short Conche | Intensive mechanical working | 4-12 hours | Milk chocolate, bulk production |
| Dry Conche | Refining and conching in single unit | 6-18 hours | Cost-effective production |
The choice between these systems depends on factors like desired flavor profile, production volume, and cost considerations. Many modern installations now combine elements of these approaches for greater flexibility.
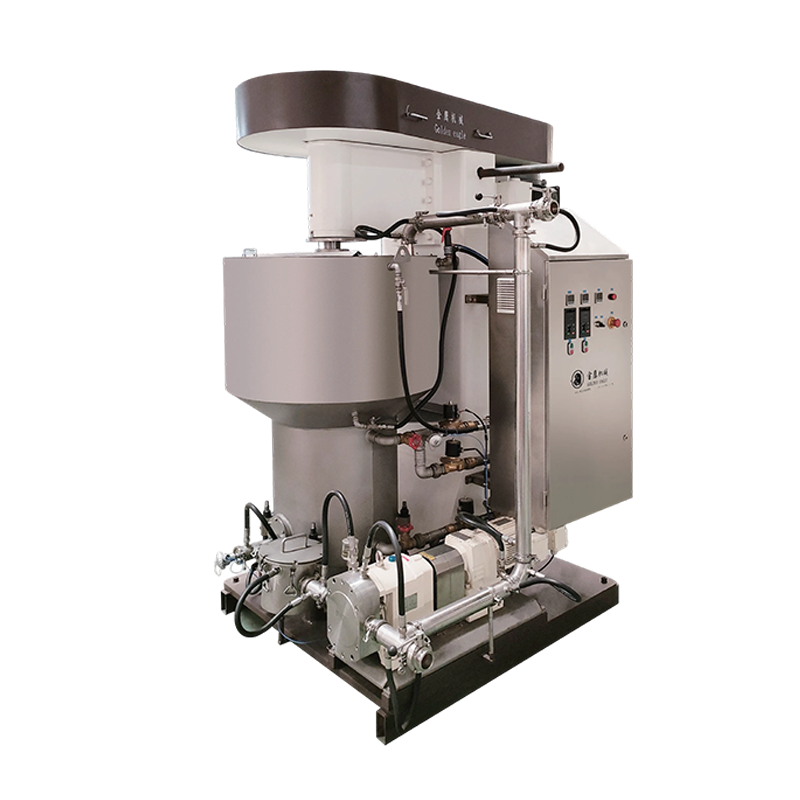
Key Components of Modern Conche Refiner Systems
Today’s industrial chocolate conche refiner machinery incorporates numerous technological advancements that have revolutionized chocolate production:
1. Precision Temperature Control Systems
Advanced PID controllers maintain exact temperature profiles throughout the conching process, critical for proper flavor development and viscosity control. Some systems now feature zone-specific heating for different parts of the conche.
2. Automated Process Monitoring
Modern conche refiners integrate sensors that continuously monitor:
- Particle size distribution
- Viscosity
- Moisture content
- Temperature profiles
- Power consumption
This data feeds into control systems that automatically adjust parameters to maintain consistent quality.
3. Energy Efficiency Features
Recent designs incorporate:
- Variable frequency drives for motors
- Heat recovery systems
- Improved insulation
- Optimized impeller designs
These features can reduce energy consumption by 30-40% compared to traditional systems.
4. Hygienic Design Elements
Food-grade construction includes:
- Stainless steel contact surfaces
- Sanitary welds
- CIP (Clean-in-Place) systems
- Quick-release components for inspection
Such features help manufacturers meet increasingly stringent food safety regulations.
The Impact of Conche Refiner Technology on Chocolate Quality
The capabilities of industrial chocolate conche refiner machinery directly influence several critical quality parameters:
Flavor Profile Development
Proper conching:
- Reduces acetic acid content by up to 80%
- Promotes Maillard reactions that develop complex flavor notes
- Ensures even distribution of cocoa butter and lecithin
Texture and Mouthfeel
Advanced refining achieves:
- Consistent particle size distribution
- Optimal viscosity for different applications (molding, enrobing, etc.)
- Smooth texture without grittiness
Product Consistency
Automated systems maintain:
- Batch-to-batch uniformity
- Precise control of moisture content
- Stable viscosity over time
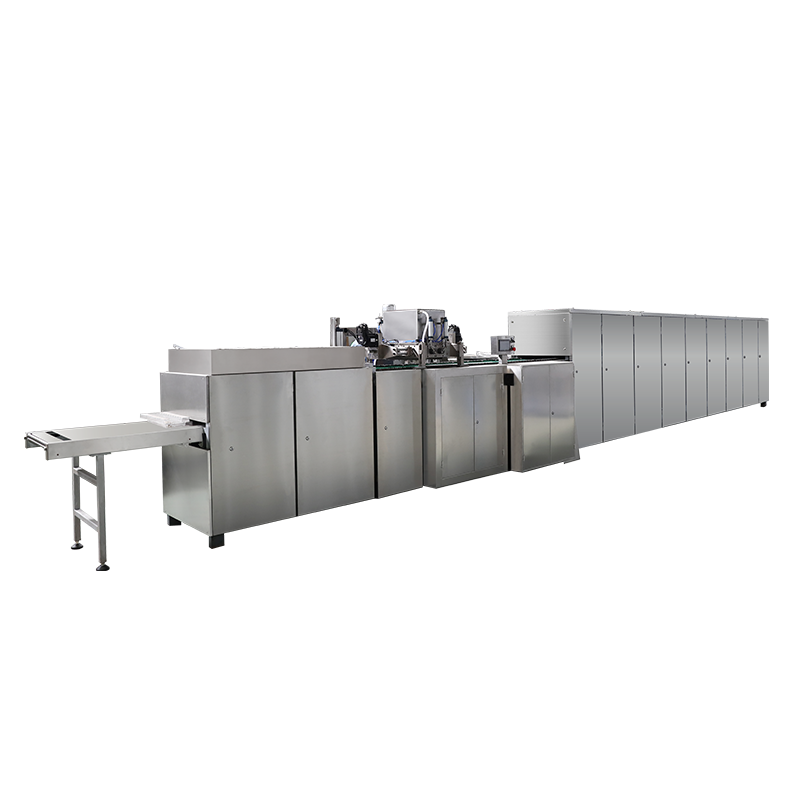
Production Efficiency
Modern designs enable:
- Faster cycle times
- Reduced energy consumption
- Lower maintenance requirements
- Higher throughput capacity
Emerging Trends in Conche Refiner Technology
The chocolate industry continues to evolve, driving innovation in conche refiner machinery:
1. Smart Manufacturing Integration
- IoT connectivity for remote monitoring
- Predictive maintenance algorithms
- AI-assisted process optimization
- Digital twin technology for simulation
2. Sustainability Focus
- Further energy reduction systems
- Water-free cleaning technologies
- Recyclable material construction
- Reduced carbon footprint designs
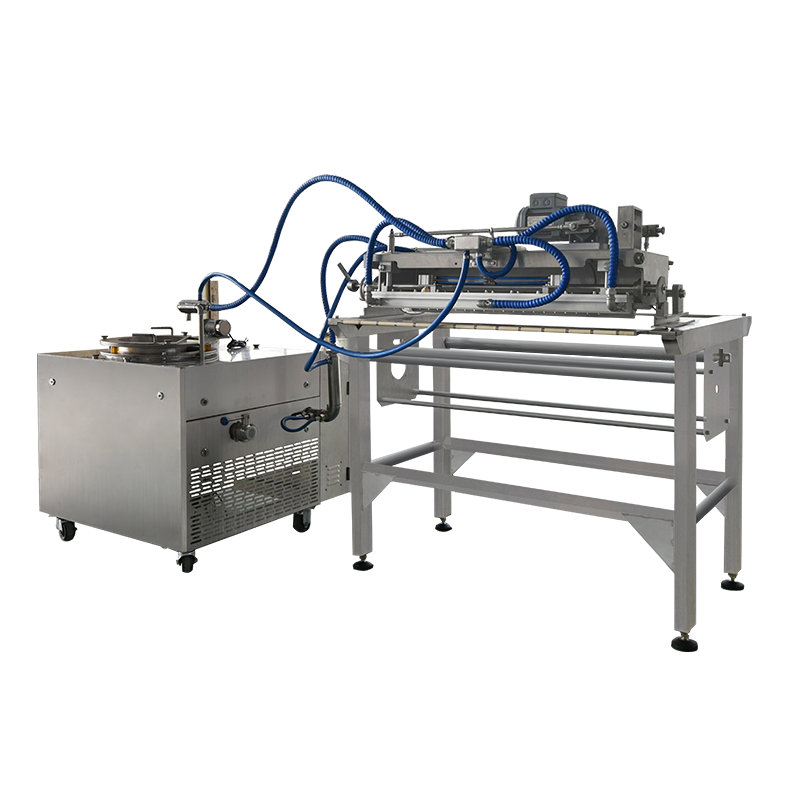
3. Flexible Production Capabilities
- Quick-change systems for different recipes
- Modular designs for easy capacity expansion
- Hybrid machines combining multiple process steps
4. Enhanced Food Safety Features
- Advanced microbial control systems
- Allergen management protocols
- Improved traceability systems
Selection Criteria for Conche Refiner Equipment
Choosing the right industrial chocolate conche refiner machinery requires careful consideration of several factors:
Production Requirements
- Batch size and throughput needs
- Product variety and recipe flexibility
- Available floor space and utilities
Quality Objectives
- Desired flavor profiles
- Texture and viscosity specifications
- Shelf life requirements
Economic Factors
- Capital investment budget
- Operating cost considerations
- Maintenance requirements
- Expected ROI timeframe
Future-Proofing
- Scalability for growth
- Compatibility with emerging technologies
- Compliance with anticipated regulations
Industrial chocolate conche refiner machinery has evolved from simple mixing devices to sophisticated systems that precisely control every aspect of chocolate development. As consumer demands for quality, variety, and sustainability continue to grow, manufacturers must stay abreast of technological advancements in conche refining equipment.