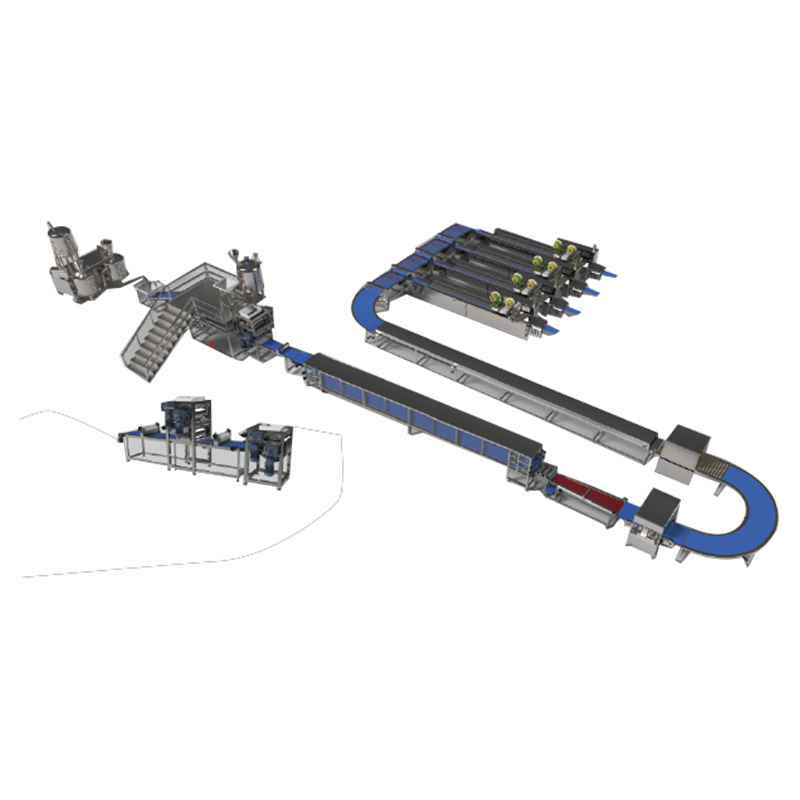
Modern confectionery and snack manufacturing demands absolute precision, thermal control, and high-speed mechanical synchronicity. Processing raw ingredients into multi-layer chocolate bars, aerated nougat slabs, or dense cereal matrices requires specialized mechanical engineering. A completely integrated turnkey solution transitions delicate materials through mass preparation, continuous aeration, slab forming, multi-tier cooling, precise cutting, and high-speed packaging. Implementing an optimized snicker production line requires deep knowledge of thermodynamic stabilization and mass flow synchronization to consistently meet precise geometric and weight tolerances.
Nougat forms the structural and textural foundation of many legendary composite candy bars. Achieving the signature light yet chewy texture depends entirely on controlled mechanical aeration. Nougat aerating mixers operate by dissolving air under pressure into a hot, concentrated sugar syrup matrix combined with whipping agents like egg albumin or hydrolyzed vegetable proteins.
The engineering challenge lies in maintaining a stable gas-liquid emulsion while the syrup cools and crystallizes. Advanced mixers utilize a high-shear rotor-stator head geometry enclosed within a pressurized mixing chamber. The sugar syrup is pumped via positive displacement pumps into the chamber, where filtered compressed air is simultaneously injected at pressures ranging from 3 to 6 bar.
Before aeration, the syrup must be cooked to an exact dry matter content, typically between 88 percent and 94 percent. Continuous coil cookers or thin-film evaporators are paired with automated moisture-monitoring sensors. If the moisture profile deviates by even 0.5 percent, the resulting nougat will either be too sticky to cut or too brittle to pass through the downstream rollers.
| Process Parameter | Target Range | Critical Control Mechanism |
|---|---|---|
| Syrup Cooking Temperature | 125 to 138 Degrees Celsius | Modulating Steam Control Valves |
| Aeration Chamber Pressure | 3.5 to 5.0 Bar | Automated Proportional Backpressure Valves |
| Rotor-Stator Shear Speed | 250 to 450 RPM | Variable Frequency Drive Induction Motors |
| Final Nougat Density | 0.65 to 0.85 Grams per Cubic Centimeter | Inline Coriolis Mass Flow Meters |
Once the optimal aeration density is verified by inline sensors, the aerated mass is metered through jacketed, tempered piping to prevent premature setting. The jacketed delivery lines are heated via a water circulation loop stabilized precisely at 65 degrees Celsius.
Transforming bulk aerated nougat and cooked caramel into a highly uniform, multi-layered sheet requires heavy-duty slab forming equipment. The structural integrity and portion uniformity of millions of bars depend directly on the mechanical accuracy of these massive calibration rollers.
For a multi-layer bar configuration, the process begins at the initial slab forming station. A specialized dual-roller hopper receives the aerated nougat. These rollers are internally chilled via glycol-water circulation loops. The nougat is compressed into a perfectly smooth sheet of an exact thickness onto a continuous food-grade conveyor belt. The surface of the rollers is treated with non-stick, laser-etched micro-textures to prevent sticking without needing chemical anti-adhesives.
Once the base nougat layer is formed and stabilized on the belt, it moves directly beneath a secondary caramel layer depositing station. Caramel presents distinct engineering difficulties due to its viscoelastic nature and high thermal retention. The depositing head must apply a uniform, fluid sheet of caramel across the moving nougat slab at temperatures between 85 and 95 degrees Celsius.
The depositor features a heated, jacketed hopper fitted with an internal feed roller and an adjustable precision doctor blade. The height of this blade is governed by high-precision servo actuators, allowing real-time micro-adjustments based on thickness data provided by downstream laser scanning sensors.
Immediately after caramel deposition, while the caramel layer remains warm and tacky, the product passes beneath a volumetric nut feeding and pressing system. Roasted peanuts must be distributed across the caramel matrix with exact spatial homogeneity. This uniformity is vital for consistent bar weight and cross-sectional aesthetics.
While candy bars depend on ductile caramel and aerated masses, composite cereal bars present an entirely different material profile. A modern cereal bar production line must process delicate, brittle crisp grains, rolled oats, dried fruits, and viscous sugar or honey binders without crushing the fragile components. Maintaining structural integrity is essential to delivering the crispy texture consumers expect.
The binder and dry aggregates are blended in continuous twin-shaft paddled mixers configured to apply minimal shear force. The mass is then transferred to a specialized low-pressure slab former. Instead of using high-pressure compression rollers that could smash the cereal grains, these systems employ multiple gentle calibrating rollers. These rollers slowly compress the mass into a cohesive matrix of uniform density and thickness.
Once the candy or cereal slab has traveled through the extended multi-tier cooling tunnel and achieved structural rigidity, it must be cut into individual bar dimensions. This process is divided into two distinct phases: longitudinal slitting and transverse cutting. Longitudinal slitting is performed by a series of ultra-sharp, circular rotating blades that separate the wide slab into parallel ribbons.
The mechanical core of the cutting area is the high-speed guillotine cutter, which executes the transverse cuts. For modern lines running at high conveyor speeds, a standard stationary vertical cutter would cause product piling and crush the bars. Therefore, engineers utilize a complex mechanical mechanism known as a flying guillotine.
To prevent sticky caramel, nougat, or sugary binders from adhering to the blade, advanced guillotine systems incorporate high-frequency ultrasonic transducers. These transducers vibrate the blade blade at 20 kHz or 35 kHz. This ultrasonic vibration reduces friction, eliminates sticky build-up, ensures clean cuts, and minimizes product waste.
Many advanced snack formats combine crunchy biscuit bases with layers of nougat, caramel, or chocolate. Achieving this blend requires seamlessly connecting a continuous industrial biscuit making machine to the confectionery line. The biscuit component must match the exact throughput speed, width, and alignment of the chocolate forming equipment.
Integrating an automatic biscuit production line requires advanced control networks, typically managed by central Programmable Logic Controllers (PLCs) communicate via high-speed Industrial Ethernet protocols. If a speed change occurs in the baking oven or cooling conveyor, downstream forming and enrobing systems must automatically adjust their parameters to prevent product jams or gaps.
Biscuits emerge from cooling conveyors with low moisture content and ambient temperatures. If a warm, high-moisture caramel or nougat layer is placed directly onto a dry biscuit without preparation, a thermodynamic moisture migration will occur. Over time, the biscuit absorbs water from the adjacent confectionery mass, losing its crispness and becoming soft, while the caramel grows dry and hard.
To eliminate this issue, automated lines install conditioning zones and micro-enrobers between the nougat production line and the biscuit handling systems. A micro-enrober applies an ultra-thin barrier layer of pure cocoa butter or fat-based compound coating to the top surface of the biscuit. This barrier seals the porous structure of the baked dough, blocking moisture transfer and preserving the distinct textures of each layer throughout its shelf life.
Ultrasonic guillotines use a piezo-electric transducer to vibrate the cutting blade at frequencies between 20 and 35 kHz. This rapid micro-vibration creates an extremely low-friction surface, making it nearly impossible for viscoelastic materials like caramel and nougat to adhere to the blade metal. It ensures perfectly clean vertical cuts, minimizes product deformation, and eliminates the frequent line stops required to clean traditional mechanical blades.
The primary cause of weight variation is uneven bulk density in the mixed cereal mass before it enters the compression stage. This variation is managed by installing automated gravimetric feed systems and multi-point laser profile scanners right before the slab formers. If the scanners detect a thickness or density deviation, a signal is sent to adjust the servo motors on the calibration rollers. This allows real-time adjustments to maintain product weights within 1 percent tolerances.
A multi-layer bar contains components with different thermal properties, such as nougat, caramel, nuts, and chocolate. Shocking a warm bar with extremely cold air can cause uneven contraction, leading to slab warping, cracks, or chocolate fat blooming. Turnkey cooling tunnels use distinct temperature-controlled zones, starting with moderate cooling to stabilize the caramel and nougat, followed by cold zones to solidify the structure, and finishing with a reheating zone to raise the bar temperature above the ambient dew point, preventing water condensation before packaging.
Synchronization is managed by an automated multi-tier buffering and indexing system. High-precision photo-electric sensors monitor the throughput of the automatic biscuit production line. If the biscuit line runs faster than the downstream candy line, excess biscuits are directed onto temporary storage buffers. The main PLC uses variable-frequency drives to continuously adjust the speed of the indexing conveyors, ensuring the biscuits arrive precisely aligned with the nougat and caramel depositing stations.
Modern turnkey production systems use advanced Clean-In-Place (CIP) systems for all mass-preparation and liquid-handling equipment, combined with Design-for-Sanitation principles for mechanical machinery. Formers, depositors, and cutters are built with smooth, open stainless-steel frames that resist water collection, carry IP69K-rated washdown motors, and feature quick-release conveyor belts. This design allows maintenance teams to thoroughly clean and sanitize the machinery with minimal downtime, ensuring full compliance with international food safety standards.

 Chocolate Production Line Machinery Equipment Factory
Chocolate Production Line Machinery Equipment Factory

 中文简体
中文简体 English
English Français
Français عربى
عربى